Introducing the DLPM Series Automatic Recirculation Valve: Engineered for Optimal Centrifugal Pump Protection.
Developed for centrifugal pump protection, this unit provides the following features and benefits:
Operational Dependability
The valve has only one moving part. No pilot valves or linkages are required for operation. The combination check valve/flow sensing element is guided at the top and bottom for smooth operation. The multi-functional valve provides economical and reliable protection against low flow and reverse flow conditions. The DLPM Automatic Recirculation Valve combines the functions of:
- Main Line Check Valve
- Flow Sensing Element
- Bypass Flow Control
- Bypass Pressure Reduction
The DLPM Series Automatic Recirculation Valve eliminates at least seven separate components used in a conventional system.
Self-powered
The valve operates without air or electric power and is easily installed with three connections.
DLPM Series Operational Overview

Pump protection with HBE Engineering series DLPM automatic recirculation valve. Designed to ASME B16.34 in sizes ranging from 1 inch to 30 inch inlet/outlet with ASME Class 150 to 600 ratings.
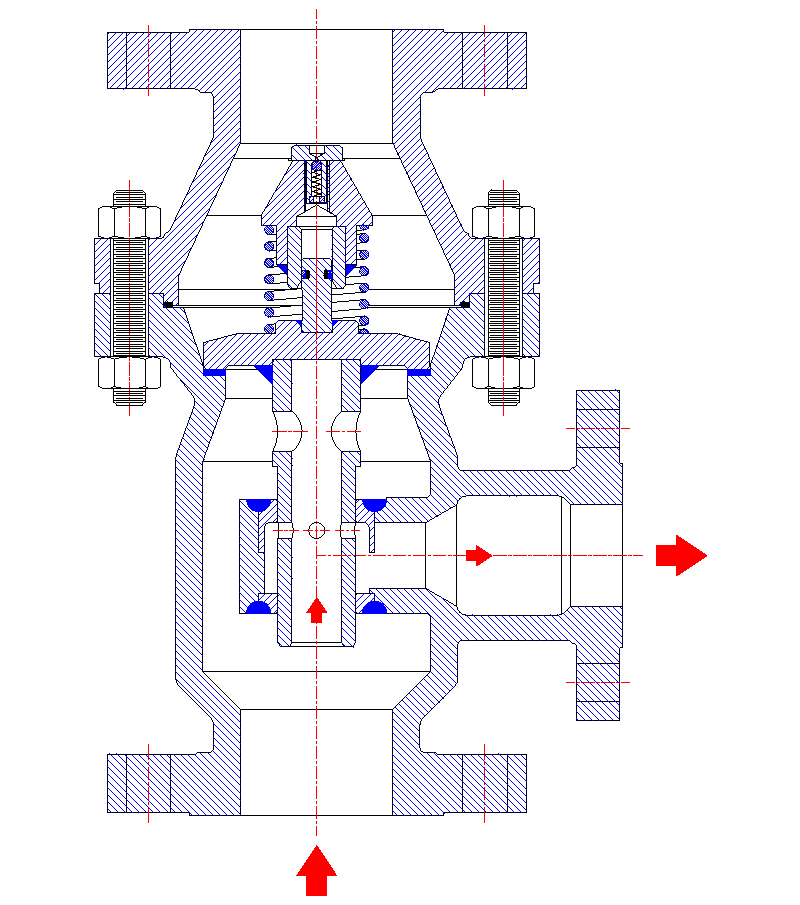
No main flow demand, minimum flow thru bypass
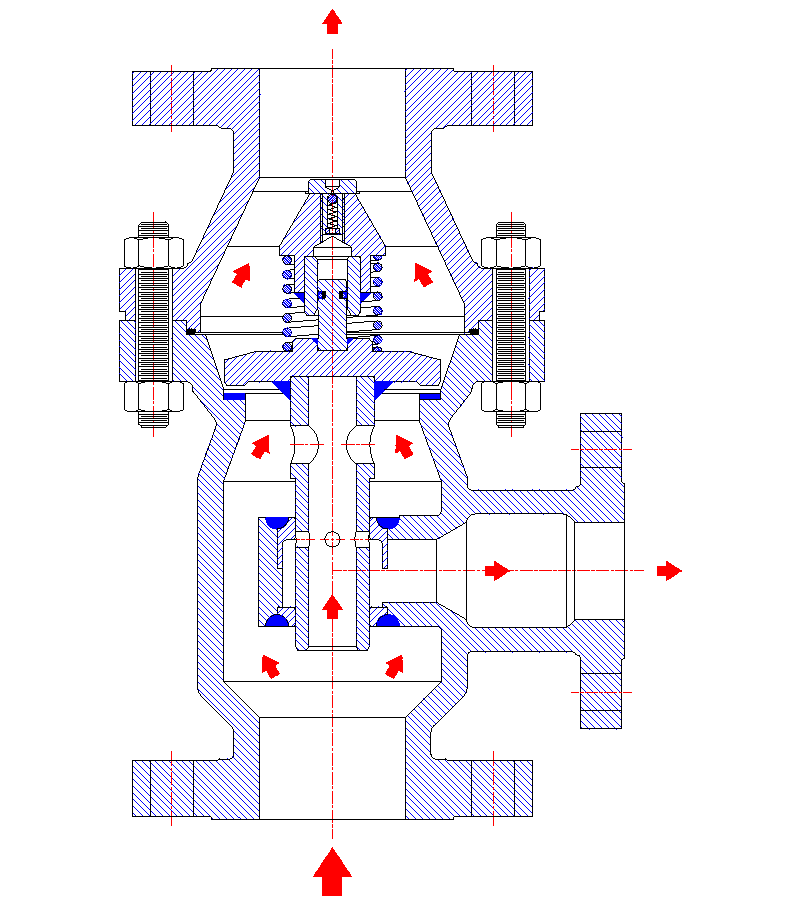
Modulating flow, main flow is less than minimum flow
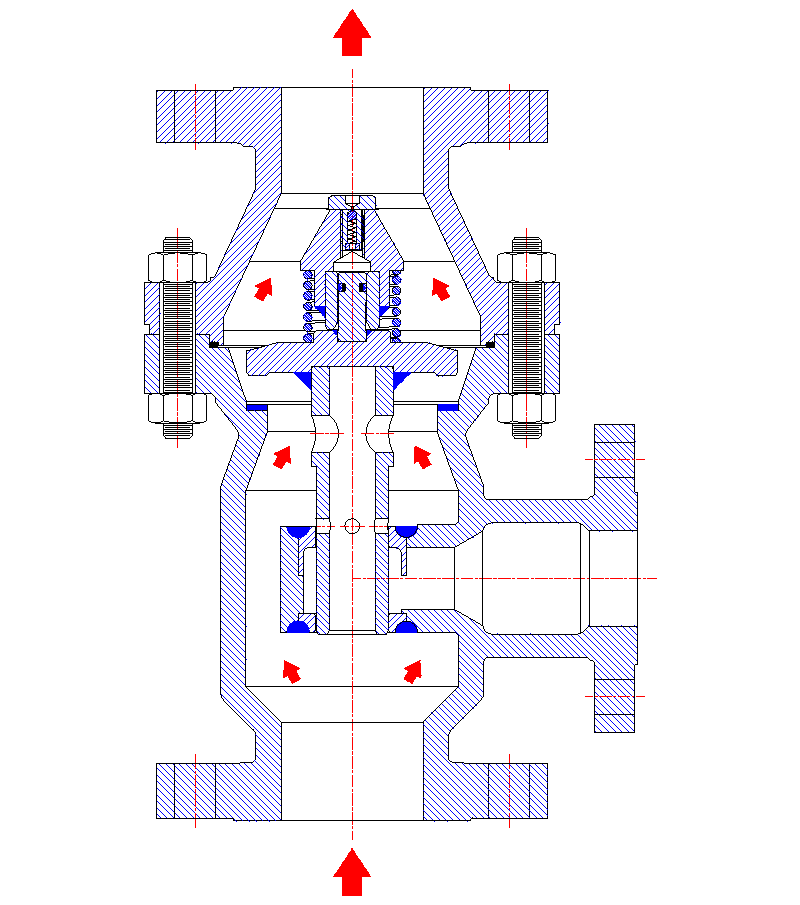
Main flow greater than minumum flow, bypass closed
Installations
Typical installations include: transfer, feeding, circulating, boosting, and loading pumps. The DLPM Series Automatic Recirculation Valve was developed to serve pump protection requirements of the power, refining, chemical, petrochemical, pharmaceutical, and HVAC industries.
Usage
Typical uses include centrifugal pumps of ANSI/API configuration, vertical turbine, and canned motor design.
Applications
In general any clean liquid which passes through a strainer or filter before entering the valve. Typical services include but are not limited to boiler feed water, raw water, condensate, gasoline, diesel fuel, light hydrocarbons, and feed stocks.