The HPM Automatic Recirculation Valve was developed for high pressure centrifugal pump protection. Popular applications include boiler feed water, petroleum, and steel mill hot strip descale water.
The HPM Automatic Recirculation Valve provides economical and reliable protection for low and reverse flow. By combining the functions of main line check valve, flow sensing, bypass flow control, bypass pressure reduction, pulsation dampener, and bypass line check valve, the valve eliminates at least seven components necessary with a conventional system. The valve operates without air or electric power and is easily installed with three connections.
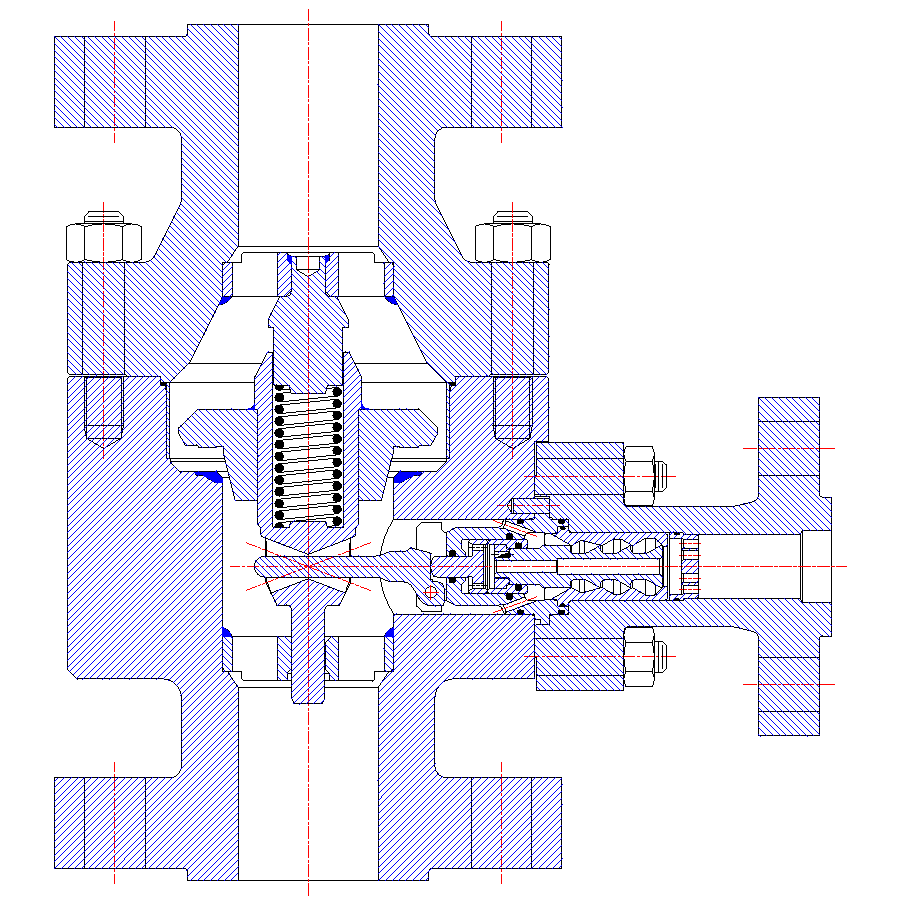
The valve is installed on the pump discharge, just as an ordinary check valve would be. Upon pump start-up, and without process demand, the bypass is completely open, recirculating the necessary minimum flow. Once process demand starts, the spring loaded disc is lifted and held in position by flow demand. Until main flow demand exceeds recommended minimum flow, the valve will modulated. As the main flow demand increases beyond recommended minimum flow, the bypass will close and all flow will go to the process.
Features
- Positive fail open bypass
- Integral pulsation damper
- Forged A105 steel body
- Design does not utilize a pilot valve or tube
- Start-up bypass inserts available due to start-up debris
- Maxi-Flow protection available
Benefits
- Positive pump protection
- Smooth operation
- Superior pressure containing integrity
- Less sensitive to debris and operation Cycle is not as harsh which can lead to system instability
- Avoids possible damage to bypass trim
- Unique feature to prevent pump runout
- Long term proven design…Your operation is not a test lab
Pump protection with HBE Engineering series HPM/LPM automatic recirculation valve. Designed to ASME B16.34 in sizes ranging from 1-1/2” to 12” inlet/outlet with ASME Class 150 to 2500 ratings.